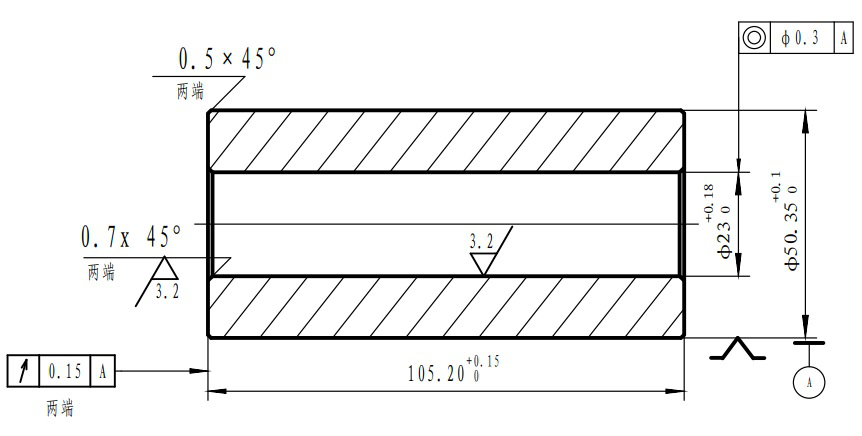
工件名称:活塞销
工件材料:20#;20Cr
加工内孔:φ20、φ22、φ23 等
加工孔深:100mm左右
加工要求:生产批量极大,内孔粗糙度要求较高,不能有明显的划痕
二:加工机床简介
机床品牌:GSM金石机械
生 产 商:江南app(中国官网)安卓/ios苹果/电脑版
机床名称:四轴数控深孔钻床ZK2125×4C/500
主轴数量:4、6(可同时加工4、6支工件)
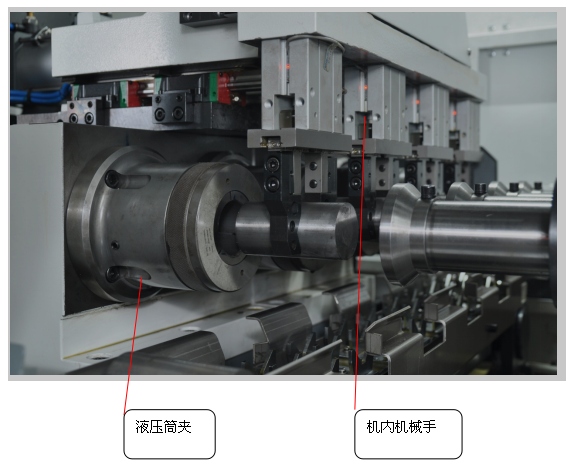
工件装夹:液压筒夹夹持工件外圆
工件的装卸及转运:全自动
三:加工刀具:采用机夹式涂层枪钻
品 牌:德国BOTEK
四:加工机床基本结构(参见下图)
机床由主机、冷却排屑系统、送料系统三大部分组成。
机床主机:基础件均采用HT300精密铸造。
因为工件的上道工序为锯床下料,工件的端面和外圆垂直度无法保证,并且,工件在江南app(中国官网)安卓/ios苹果/电脑版之前,外圆不加工倒角,所以,采用液压筒夹夹持工件外圆,可以有效的保证加工孔与外圆的同轴度。

高压冷却系统:采用齿轮泵组,变频电机驱动,可以很方便的调整油压及流量。
并配备多道过滤及油温控制装置,保证机床的正常加工。
送料系统:分为机床外工件的转运、机床内部工件的装夹及转运,机外成品工件的转运三部分。
毛坯工件依靠机外链条式传输带输送到机床正前方;
再由机外机械手将工件移放至机内伺服传送带上。

机内伺服输送带将工件运送至加工区域的四主轴的正下方;
四组机内机械手一次抓取4支工件,上升,并将工件插入筒夹内孔;
筒夹液压夹紧工件。开始深孔钻削;
加工好的四支工件由机内机械手取下,放置到机内伺服输送带上,由机内伺服输送带将工件运送至机外成品输送带上,完成整个加工循环。
五:加工效率及加工质量
加工效率:
刀具转速:1400rpm
加工速度:140mm/min ;
生产节拍:88秒/四件
加工质量:
粗糙度:0.8um
直径尺寸:φ23.05
均很好的满足了零件加工要求。
因采用了机加式钻,刀片的更换非常便捷,铁屑很小,排屑容易。整个加工过程非常稳定,加工效率和加工质量均能很好的满足用户大批量加工的需求。
更细致的机床资料及加工视频请参阅金石机械官方网站:WWW.SXGSM.COM.
江南app(中国官网)安卓/ios苹果/电脑版
