| 问题 | 原因 | 排除方法 |
|
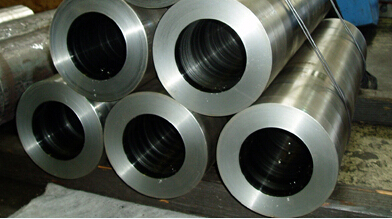
钻孔表面 质量差 |
切削速度过低,支撑板出现堆积并在表面上留下刻痕。 | 提高转速 |
| 不适当的切削油,油温过高,超过45℃。 | 陕西金石机械推荐德润宝或巴索切削油 | |
| 过滤效果差,小颗粒被带入孔加工表面。 | 提高过滤精度,至少提高至40um(陕西金石深孔钻过滤精度达20um) | |
| 支撑板磨损。 | 更换钻头并检查切削速度。 | |
| 振动,机床或零件夹紧不稳定。 | 检查钻头接头处、油压头与工件贴合处。 | |
| 钻孔的孔表面出现圆环。 | 径向进给过低导致钻头出现径向运动。提高每转进给量以获得更高的径向切削力。 |